流程安全为何重要
从合成新API到开发新聚合物、化学反应和产品试图将这些产品推向市场的最大挑战之一是提升规模:通过实验工厂实现小型实验合成全面制造
众所周知,扩大化学过程涉及多种安全风险。中心值是热损行为变化,与尺度不同:
- 多反应异热小型热能快速消散到实验室环境周围环境反应可能需要额外主动温度管理升级以确保安全反应条件
- 响应组件在某些操作条件下可能变得不稳定,包括储存大容量,这可能造成额外危险,需要管理
与扩增相关风险如果不处理则有潜在危险甚至致命后果因此,必须在产品开发的每一阶段考虑、识别、评估并减轻热压危险。实现上述目标需要回答一些问题,这取决于升级进程步骤(图1)。通过设计从初级阶段产品开发安全-设计安全-如果你愿意-人们可以确信与扩增制造相联的危害可成功解决

程序安全应用到开发工作流
开发工作流应用安全设计方法有安全成本效益
- 广言之,流程安全提升后四大阶段
- 筛选潜在危险
- 评估主响应,包括可能的意外侧响应
- 评估最坏案例并随后实施缓冲控制策略
这些步骤自然映射到产品开发漏斗漏斗顶端测试需要简单快捷处理样本数现阶段,所提供的信息可相当有限。底部漏网中穷选人从评分中消除,需要更多信息本阶段测试时间较长 实验复杂性比发现时大

过程开发阶段确定目标分子并确定合成路径现阶段的工作是开发优化流程,以大规模制造安全方面,需要评估和理解期望主响应,并识别操作条件可能造成的额外热压危险
提升期间评估不同操作条件评估其对危害的影响信息用于优化安全条件。最后,随着操作条件优化并识别潜在危害,现在是在全面扩增前评估这些危害规模的时候了
H.E.L流程安全解决方案
整个产品开发管道从发现到推广对安全提升化学流程至关重要
过程开发中,关键是要理解所选合成响应有多危险,工厂冷却能力是否足以减轻这些潜在危害。风险筛选和响应量测在理解反应本身时都可发挥作用升级化的特征是日益注重识别危险的真实程度,因此植物安全设计可相应优化异常测试和HAZOP评估图3产品开发漏流归纳这些考虑因素

安全化产品开发的一个组成部分 — — 使用各种工具识别、评估并随后在过程的每个阶段减轻潜在危害 — — 保证提供成功高效市场路线的信心




发现者
早期原材料危险筛选如何加速决策过程
快速危险筛选开发前端允许提前决定如何开发期望响应和合成路线
产品开发初期必须知道原材料有热稳定性问题,如生产非冷凝性气体问题,这可能对放大产生爆炸风险。
关键回答是:
- 何为原材料热分解剖特别是,原材料分解开始在低温(离散分解温度)显著增加吗?如果期望合成反应通过初始热事件达到发热温度,可能导致反应温度进一步上升,产生二级热离散
- 快速压力变化 事件异热表示反应器可能在热离家出走时构成超压危险
微尺度卡路里测量法通常用于快速筛选原材料热性评估,差扫描卡路里测量法为典型方法。DSC热解技术,提高样本温度所需热量差和参考量按温度函数测量然而,这种方法不提供压力变化关键信息,而压力变化对评估高压危险至关重要。也受挑战之苦,即不能总能获取有代表性样本原质纯质材料问题较少,特别是当人们只需要初步评估是否进一步处理材料时更是如此。然而,随着单步筛选反应组合并深入进程开发而变得更为重要,并需要快速筛选大样本规模低混合样本和稀疏类中尤其如此

解决之道
上头图秀热筛选单元设计用于记录压力和温度数据允许a级深入描述感兴趣化学反应温度和压力工序中可能是危险的,因为热设备可以结果烧焦和外伤,但高压设备可引起致命爆炸基本参数类a/s起始温度分解增量,罐头易确定性帮助评估所用材料的危险并提供关键信息过程安全设计时紧凑易用华府允许使用Ra/大样本质量,并发,a/更精确模型制作规模.广度温度表示它很容易判定分解的起始温度.图秀快速样本转换帮助它成为成本效益高单元减慢运行成本问题
进程开发
理解期望反应
关键信息片段提取
- 能量进化反应
- 制造厂维护异热应变所需的冷却能力是什么
- 后继温度上升时不应用冷却是什么
化学反应包括反应器转换成产品热与环境交换过程异热反应时会释放能量 反热反应时会吸收能量理解热动性变换基础液温和外部能量不提供,反应速度慢化,低效化反之,如果化学过程异热化,相关风险可能出现,如高温或高压
焦分计可用于描述化学响应如果要保持温度不变反应(异热条件),则需要提供能量来保持这一条件显示反应产生或占用的能量能量值线性缩放,所以我们可以使用小尺度实验从卡路里计获取值计算工业尺度所需要的能量
乙酸乙酯产生乙乙酸乙酸
HCH语言3CO)2O+CH3OHCH3高治市3+CH3coH
释放66kJmol-1.一卡路里计像模拟式可使用性在这种情况下,我们可以使用半批处理机制,按2gmin进料速率添加反应器-1超过50分钟并保持温度 30摄氏度反应进化 热释放 冷却系统启动 以保持恒定温度下图显示向反应堆提供电以保持异热反应(W),提供多少乙酸酐(g)和释放能量(J)。
下例半批处理反应过程中,乙酸酐加二克/分剂量率超过50分钟模拟式反应卡路里温度同时封存 30摄氏度[1]图5显示:
- 反应电量(这基本上是热生成速率)粉红色追踪号
- 能源发布蓝蓝追踪号
- feed速率黄黄追踪号

在这些条件下,可以看到反应功率最大达15W值。这意味着至少需要15W冷却容量来保持该响应异热值。作为第一次检查,这些值可按比例提升:例如,反应是在1L堆中完成的,对2000L实验堆来说,这将表示大系统至少需要30kW(3万W)冷却容量
并测量反应期间释放的能量值约66J,供料停止后释放的能量为34.6kJ允许我们使用下列方程了解合成反应的最大温度:

哪里T公元前温度反应器(此处为30摄氏度)和++++温度改变时不与环境热交换-所以它只是来自反应本身可使用另一种方程计算这些值:

哪里MC公元前热质量组件(质量乘热容量),值326J°C-1.表示反应器反温上升106摄氏度,MTRC共增136摄氏度...
反应量测使热进化理想反应测量,然后用它计算使系统保持理想反应温度所需的冷却能力-T公元前.
解决之道
模拟测量能量进化之后,它能计算植物冷却能力 以保持响应异热公元前和最大温度反应可达度,帮助预测风险并减少危险。基于这个原因,Simular可用于探索和设计安全响应条件,从而促进安全操作优化并最小化过程风险
识别并理解分解和二级热离散
热量测量能帮助描述目标化学响应特征:维护异热条件所需的电量、不提供冷却时跑道响应量和反应炉可达最大温度
然而,在许多情况下,当某些试剂或产品随后可发生化学反应时,还可能发生附加反应。速度这些侧响应可指数化提高时,温度因期望反应的进化而上升分解反应与这些侧面反应特别相关分解响应即化学响应 反应器分解成二或多项产品
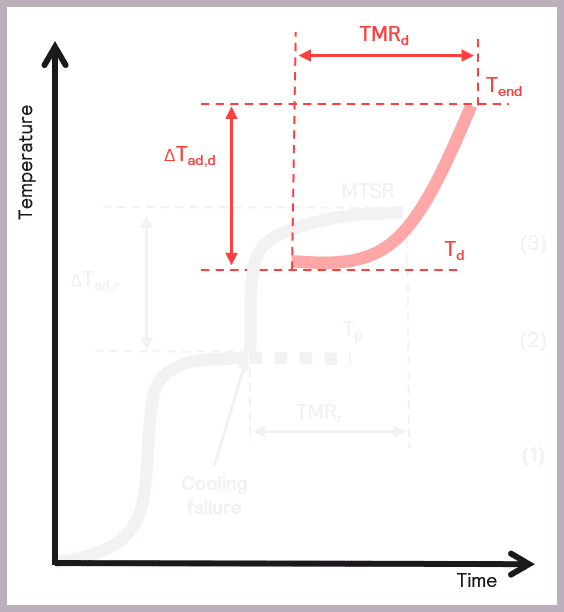
二次热离散有可能发生,如果MCR大于响应组合中分量启动温度d级)起始温度可定义为分解响应检测温度图6展示了这一假想
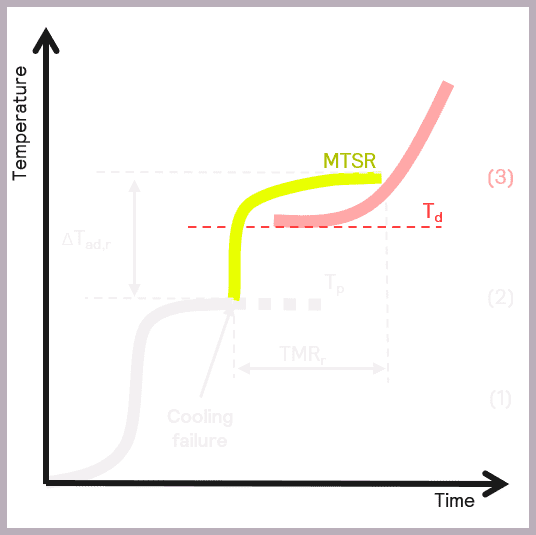
如前所述,MTTR用反演算法估计,而材料启动温度则使用热筛选工具确定,如热筛选单元(热筛选单元)(热筛选单元)。图秀)
启动温度的更精确值可使用半焦量测定法测定通常认为目前阶段使用比较直接热筛选工具就足够了。上头图秀代表反应混合样本可筛选和确定响应中间体和产品可靠发热热稳定性研究也需要对反应废物流展开,图秀并便利异热稳定筛选正像在反应本身期间识别危害很重要一样,理解生成的废品中是否存在较长期稳定问题也很重要,以便这些问题也能得到缓解。
假设显然有二次热离家出走风险在这种情况下,有必要确定分解/二次反应的异常温度上升这使得可以评估是否有足够的应急冷却能力处理温度上升问题。
因为这种反应涉及二级热离家出走,提升通常是一个危险过程。因此,虽然这些参数可以用微量度估计,但宜使用半量度测法获取精确评估
所收集的数据使响应临界值分类化,Stosesel描述[2]
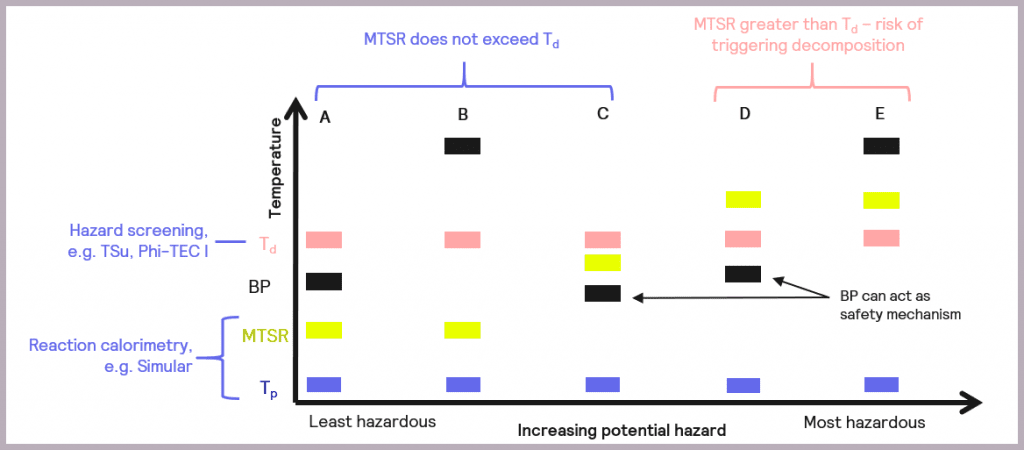
图5显示关键响应参数
- 异热反应温度公元前)
- 分解温度反应混合d级)
- 最大温度综合响应
并引入附加参数-溶剂或活性化学品开点-,因为这是在考虑响应总体安全时需要考虑的另一个因素相对顺序这些参数温度决定反应的临界性
- 假设物(A):热序参数为T公元前
- 假想(B):同假想(A)一样,MTTR不超过Td级,尽管在这种情况下,溶剂BP高于Td级(T)公元前
- 假想(C):MTTR比BP高,但小于Td级(T)公元前< BP < MTRC
- 假想(D):MKER比T高d级表示系统失效时分解可能触发溶剂BP可用作限用机制防止触发分解响应,因为BP比T低d级(T)公元前
- 假想(E):同假想(D)一样,MTTR大于Td级表示分解有可能触发溶剂BP也高于Td级无法用作安全屏障公元前
Stoessel图解可帮助评估反应的危险性,但需要谨慎使用[3]举例说,溶剂开点温度假设气压因此,如果操作压力在冷却故障后高于此值,则溶剂加热温度也会提高,有效消除假设C和D安全机制类似地,如果溶剂快速蒸发分解快速能量释放,反应器可能在工厂降压机制启动前过压因此,虽然Stosesel图有助于开发内在安全过程,但必须认识到,还必须考虑范围更广的潜在危险,主要是压力问题。
解决之道
假设MTRC大于分量起温d级内反应混合万一意外侧响应或分解可能被触发,导致二级热离散
为了更好地了解热离家出走风险反应,可使用热筛选单元TSU支持大容量测量,使反应混合有代表性样本得到筛选并确定反应器、中间体和产品反应混合的可靠起温并用它研究反应中的废流
操作条件如何修改以降低风险识别
斯托塞尔图能帮助理解危险化学过程,包括期望反应和二次反应(如分解反应)。Stoses分类辨识5种可能的假想 从最小危险到最危险第一类三大类的共同性是合成响应最大温度(MTSR-当冷却故障发生时堆达最大温度)保留在分解温度下d级温度部分反应者或产品开始按可检测速率分解 。
有几个方法可以解决,例如[1]
- 提高温度反应
- 增强响应压力
- 增强反应混合
- 添加催化剂
- 降低反应器反馈速率
前四种方法将提高响应率并从而提高试剂消耗率取热率进化, 评估电厂冷却能力 能否控制热量增加
降低反应者反馈速率将降低试剂累积速率,因为有效允许更多时间发生响应和分率约束试剂在积聚到危险水平前消化
探索不同因素对响应的影响是可取的上头模拟式帮助用户通过创建实验来进行实验,帮助识别最佳操作条件以降低热风险乙酸酐注入含有甲醇的堆分析不同摄取率会如何影响 保住异热和累积试剂所需电量
降低进化速率
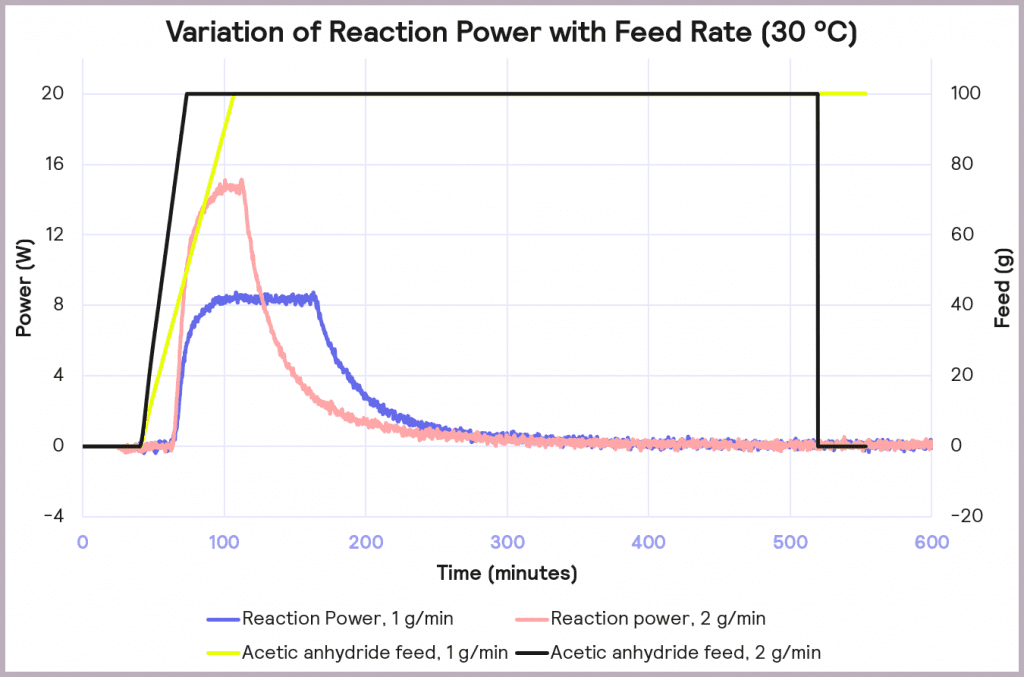
将进速从2g/min降低到1g/min,同时将进量温度保持在30C下的效果见图8说明,它把试剂积聚点降低到32%供料站点,并将最大反应功率从15W降低到8W。 最大反应功率下降大大降低了保持异热并受热控制所需的冷却能力。
增强温度
累积试剂水平可进一步下降,提高温度从300C到400C,同时保持慢进速率1g/m图11说明了这一作用将试剂积聚量降低到摄取停止点的22%,但确实将最大反应功率从8W提高至10W
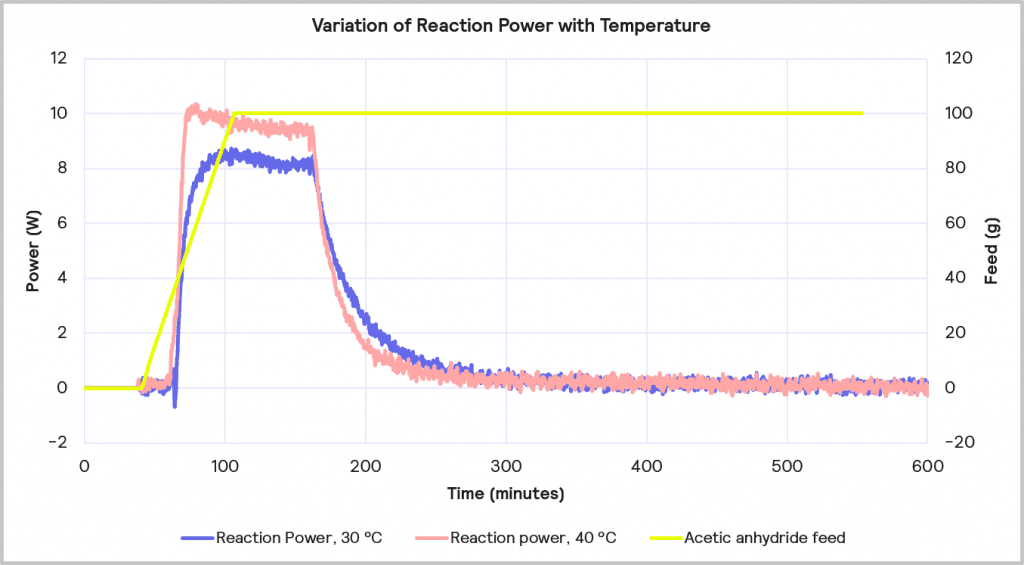
冷却能力考量
提高反应温度引出一个有趣的问题:虽然温度上升将导致少累积试剂并降低MTRC,但如果冷却失效并发生热离散,则需要更大的冷却能力处理高速热进化和前一样,假设1L实验堆初始升至2千L堆时,4百C响应量的10W响应力相当于20kW增强冷却容量要求,而同位响应量则需要16kW300Cig/minfe速率为400C进程温度从安全点看预想组合试剂积聚,但如果实验厂冷却能力 <20kW
另一重要因素是冷却效率温度控制系统热传效率 可能会下降正因如此,冷却能力可能不得不提高适当安全因子也必须应用到冷却能力上,以确保系统能处理意外热事件
最理想的情况是流程应尽量接近剂量控制响应假设反应器快速消化万一冷却或扰动失效 通常只需关机 避免热离家
然而,在无法避免积聚的情况下,有必要对风险进行更详细的分析。
解决之道
模拟测量能量进化之后,它能计算植物冷却能力 以保持响应异热公元前)允许从响应数据计算合成反应最大温度正因如此,Simular可用于探索和设计安全响应条件,从而促进安全操作优化和流程风险最小化
比例提升
何为半数数法
大型反应堆像制造厂和实验厂中发现的那样,行为伪非主动化-即环境少少失热与实验室使用的小船形成对比,实验室热损比重大得多。大规模扩增带来危险,因为反应生成热量保留系统内-充其量需要更多植物冷却,最坏时触发热离家这是因为大容器表面积对体积比下降,为散热提供较少面积
半焦分计模拟小系统大型容器半焦分计将消除增热损耗,并应用周密建模并控制系统温度提高
广义地讲,有两种二维热量计 在不同阶段推广时使用比较常见经典加速度卡路里或ARC式非对称卡路里计,例如Phi-TECI中,可稍早地使用放大过程作为附加反应筛选工具测试单元通常热量大于所装并描述为高Phi系数hi因子定义为[1]

结果,这些高因子测试单元的数据必须重新计算后才能提升结果
第二类如Phi-TEC二类使用低热质测试电池Phi-TEC二类可更近模拟植物级非对称离散并生成数据,可用以定义制造规模需要安装的安全措施正因如此,它往往用于最后阶段扩充,而所有其他安全基础都得到了探索,但唯一可能的路线是允许离家出走进程
经典ARC型直方焦距介于过程开发前使用的基本筛选工具与最终升级使用高级低维因子直方焦距间实验Phi-TECI向TSU提供热危害补充信息类似地,Phi-TECII提供更丰富的进程信息Phi-TECI常使用时,初始筛选测试确认反应高度异热和/或冒高压风险需要更详细地描述这些案例潜在的热离家出走
Phi-TECI允许流程安全化学家通过在异端条件下研究异温进行详细样本评价,从而提供准确判定值:
- 起始温度分解或侧响应d级)
- 二次热离别异常温度上升(+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++add)
- 时间至最大二级热离散d级)
- 分解或侧响应期间压力增加
其中一些参数图10有条理地说明
Phi-TECI通过直接测量采样温度和快速卫士加热响应热变换时间,确保完全跟踪异热事件并维护伪非亚性条件
然而,重要的是要认识到压力变化率和最大温度确定不太可能代表过程尺度发生的一切,特别是当反应产生气体和体积变得重要时。表示值参数使用低比因子测试单元可获取非对称测试
解决之道
增强进程时,精确了解异热事件
关键能保证热离散风险的广度完全理解Phi-TECI直接测量采样温度并快速响应热变化精确跟踪异热事件并维护所需异性条件
从实验厂到制造厂:模拟厂条件通知安全控制因子
最终升级制造前,必须充分理解需要安全控制因素来减缓最坏情形完全模拟热离散危险能力实验室是理解过程和确保在制造前计划实施适当安全措施的宝贵方法。
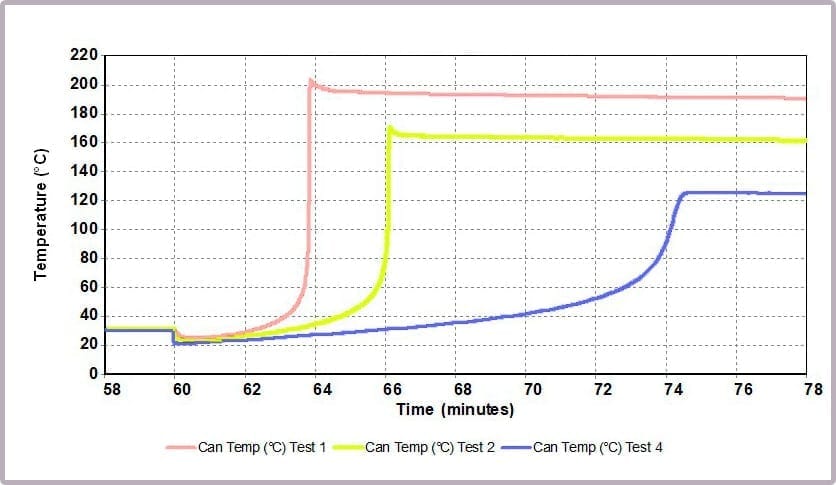
使用低热质测试电量计(即低菲因子)测试单元,如Phi-TEC二类表示反应和离散期间产生的热量很少用于变暖测试单元这使得大规模工厂响应条件可模仿并实现最大温度结束和增压率代表工厂级事件预期会发生运动数据可用计算离散温度上升(QQTaddd)和最大分解率时间d级)与高菲因子反射焦分计不同,反应率不因测试单元高热量而抑制微量到零数据操作用以补偿测试单元热损
比较响应假想
上头Phi-TEC二类并允许模拟和比较不同反应场景先前举的例子中最差情况假设释放最强能量是等离量酒精和aclide反射
温度学
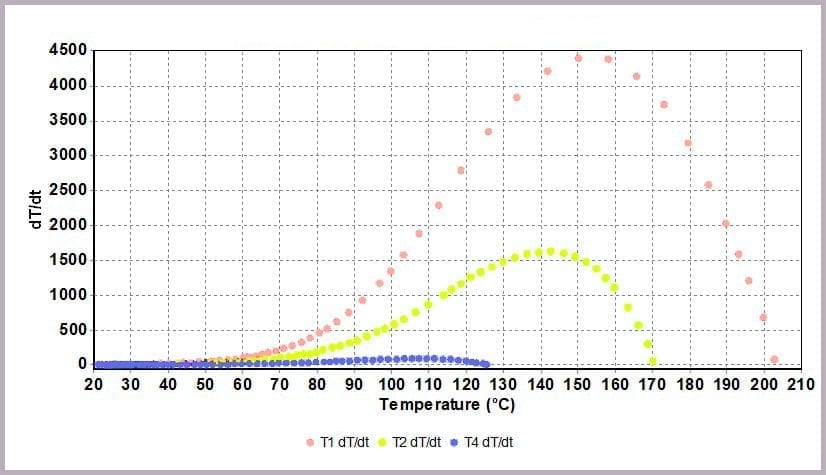
从图11a图中可以看出,从2000C至1700C最大温度下降二分之五和达点所需时间计温率图11b进一步突出这一变化,最大速率从40000C/min下降至16000C/min小数分解
使用a执行这些反应Phi-TEC二类低因子测试单元和异性条件参数描述异热事件结束高度代表植物级事件预期观察内容
压强
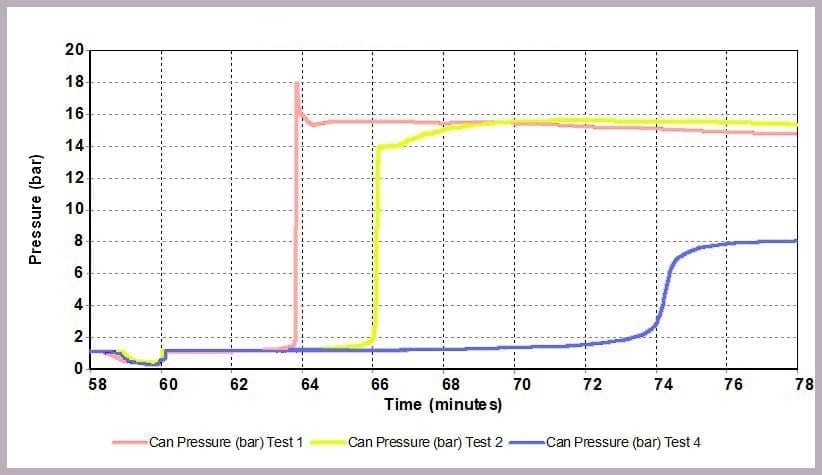
图12显示,压力数据可看到相似效果:当反水化物水平下降时,最大压力降低时,压力增速减慢举此例子,低压提高直接因低温产生
安全考量
数据显示,最坏情况假设只需3分钟(化学品归并后)反应即离散完成并在此过程中:
- 温度约2000C
- 压强16巴
- 温度上升率峰值为40000C/min
反之,通过将axydde减到酒精的四分之一,事件需要12分钟达到最差条件,现在减为:
- 最大温度1250C
- 最大压力8巴
- 温度变化峰值为1500C/min
这是因为高比例酒精作用热稀疏度,导致最后温度下降,最后压力下降,温度和压力增速下降
信息后可正确组合反应器类型和保护特征选择,其中可包括以下内容:
- 紧急蒸发冷却
- 排队
- 受控解压
- 文特裁剪
直接比较不同操作场景的影响,可事先选择制造厂的必要安全控件
解决之道
Phi-TEC二号是较高级异性卡路里计,支持使用低Phi因子测试单元表示微小热反应或热离散时热耗用为测试单元变暖结果是离家出走率没有减温
测压增速和定时温度结束并计算时间到最高率和半温提高代表制造规模事件预期会发生因此,Phi-TEC二号使危险能够得到彻底评估和探索,便于在扩增前减少危险
